대한치과의사협회 자재·표준위원회에서는 국제표준화기구 치과기술위원회(ISO/TC 106)에서 심의가 끝나 최근 발행된 치과 표준을 소개하는 기획연재를 2014년 2월부터 매달 게재하고 있습니다. 환자 진료와 치과산업 발전에 많은 도움이 되기를 바랍니다.

○ 국제표준화기구/치과전문위원회(ISO/TC 106)에서 치과용 캐드캠 시스템(Dental CAD/CAM systems)에 대한 국제표준을 제·개정하는 소위원회(Sub-Committee, SC)는 SC 9이며 해당 분과 중 머시너블 블랭크(machinable blanks)를 담당하는 작업반(Working Group, WG)은 WG 6이다. SC 9/ WG 6의 의장 격인 컨비너(Convenor)는 미국 보스턴대학교 치과대학 교수인 Dr. Russell Giordano II가 역임하고 있으며, 간사(Secretary)는 일본산업표준위원회(JISC)의 Mr. Ichiro Mukai가 수임하고 있다.
○ 본 연재에서는 치과에서 사용하는 밀링 공정과 관련하여 폴리머계 복합재 가공성 블랭크 특성에 따른 임상적 문제를 해결하는 시험 방법에 대한 국제표준 내용을 검토하고자 한다. 폴리머계 복합재 가공성 블랭크에 대한 국제표준은 “ISO 5139 Dentistry - Polymer-based composite machinable blanks“로 2023년 5월에 제1판이 발행되었다.
○ 이 표준의 적용을 위한 필수 인용표준은 다음과 같다.
KS M ISO 3696, 분석 실험용 물 ─ 규격 및 분석 방법
KS P ISO 1942, 치과 - 용어
KS P ISO 4049, 치과 ─ 폴리머계 수복재
KS P ISO 6872, 치과 ─ 세라믹 재료
KS P ISO 18675, 치과 ─ 가공성 세라믹 블랭크
ISO 6344-3, Coated abrasives ─ Determination and designation of grain size distribution ─ Part 3: Microgrit sizes P240 to P5000
ISO 8601-1, Date and time ─ Representations for information interchange ─ Part 1: Basic rule
<기본 용어 및 정의>
○ 폴리머계 복합재: 중합체 기질과 화학 결합을 보장하기 위해 계면결합제로 처리된 유기 충전재 또는 무기 충전재 또는 그 두 가지를 포함한 폴리머계 치과용 재료
○ 폴리머계 복합재 가공성 블랭크: 원 재료 조각에서 최종 원하는 부분만 남기고 재료를 제거하기 위해 감산 방법으로 처리되는 폴리머계 복합재의 고형 조각
○ 고정 지그: 밀링기용으로 장착하기 위해 복합 레진 블록에 부착하는 지그
<부속서의 분류>
부속서 A: 굴곡 강도를 위한 대조 시편 준비 방법
부속서 B: 가공 손상을 위한 시험 시편의 밀링 디자인
부속서 C: 블랭크와 고정용 지그 사이의 접착 특성을 측정하기 위한 시험 방법
○ 위의 다양한 부속서들 중에서 이번 연재에서는 시험 단계의 기본이 될 사항인 굴곡 강도를 위한 대조 시편 준비 방법(부속서 A)에 대하여 소개한다.
<장치>
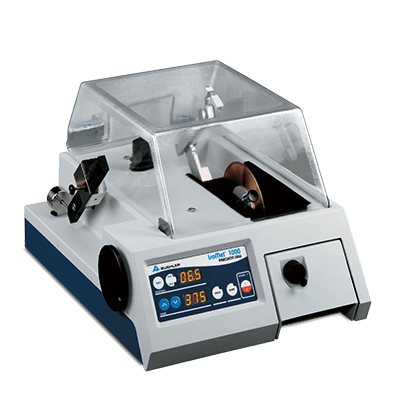
○ 장치는 절단기 및 0.01mm의 정확도를 갖는 마이크로미터, 그리고 P1000 및 P2000 그릿(입자) 크기를 갖는 방수기능을 갖춘 실리콘 카바이드 연마지를 필요로 한다. 절단기는 블록을 고정할 수 있는 고정장치와 물-세척 기능을 갖추고 있고, 다이아몬드 날을 사용하여 평행 평면으로 시편을 준비할 수 있어야 한다. 아래 그림 1은 본 표준의 목적에 적합한 절단기의 예시 사진이다.
<시편 준비 과정>
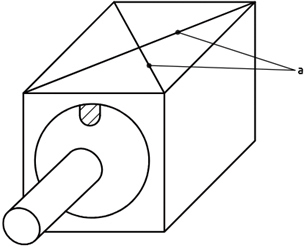
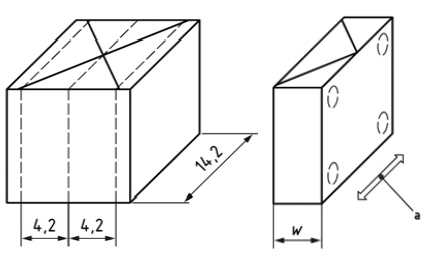
○ 그림 2와 같이 블랭크의 14.5 × 18mm 측면 중 한 면에 보조선을 그어 4mm 폭 평면으로 시편을 자를 수 있게 블랭크를 준비하고, 그림 3과 같이 블랭크의 고정용 지그를 절단기의 고정장치에 장착하고 표시된 보조선을 따라 블랭크를 절단하여 최소 14.2mm의 길이로 만든다.
○ 절단기의 고정장치에 블랭크의 긴 측면을 장착하고 흐르는 물 아래에서 장축 방향을 그림 4와 같이 4.2mm의 두께로 절단하고, 방수 연마지를 사용하여 그림에 기술된 표면 및 그 반대편 표면을 장축 방향에서 연마한다. 이 때 4 지점에서 측

정한 시편의 폭 w의 오차범위는 ±0.2mm이어야 하고, 각 측정값의 차이는 0.05mm 안에 들어야 한다.
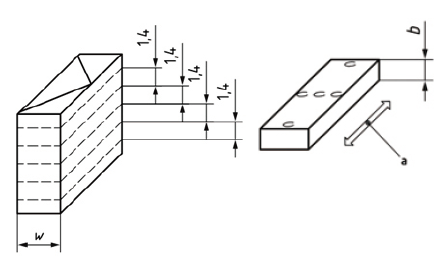
○ 그림 5와 같이 절단기 고정장치 위에 세로 방향 측면을 고정하고 흐르는 물 아래에서 절단하여 약 1.4mm의 두께로 만들고, 방수 연마지로 연마한 뒤에 장축 방향으로 건식 연마를 시행한다. 단축 방향 기준으로 두께의 오차범위는 ±0.2mm이어야 하고, 각 측정값의 차이는 0.01mm 안에 들어야 한다. 장축 방향 기준으로 두께의 오차범위 또한 ±0.2mm이어야 하지만, 각 측정값의 차이는 0.02mm 안에 들어야 한다.
<종합>
○ 기존 세라믹 블랭크 재료들에 이어서 폴리머계 복합재 가공성 블랭크가 개발되면서 세라믹 블랭크 재료들과 마찬가지로 폴리머계 복합재 블랭크 재료들에 대한 새로운 표준이 권장되었고, 작년에 제1판이 발간되었다. 다른 분야에 적용되는 치과재료와 마찬가지로 블랭크 재료 또한 원재료(금속, 세라믹, 고분자)에 따라서 매우 다른 물리화학적 특성을 가지고 있기 때문에 표준화된 내용을 바탕으로 제조사는 해당 기구의 시험 조건과 요구사항을 반영하여 국제 경쟁력 있는 제품 개발에 힘써야 할 것이다.
○ 또한 새로운 재료들의 빠른 개발 속도로 인해 개정이 필요한 사항이나, 새롭게 적용해야할 내용이 필수적으로 표준화되어야 한다면 국제표준회의에 적극적으로 참여해 의견을 피력하여 국내 제품에 맞추어서 국제표준을 개정하는데 도움을 주고, 임상에서는 표준에서 언급하고 있는 요구사항을 참고로 올바른 재료를 선택하여 국민 구강보건 향상에 이바지해야 할 것이다.